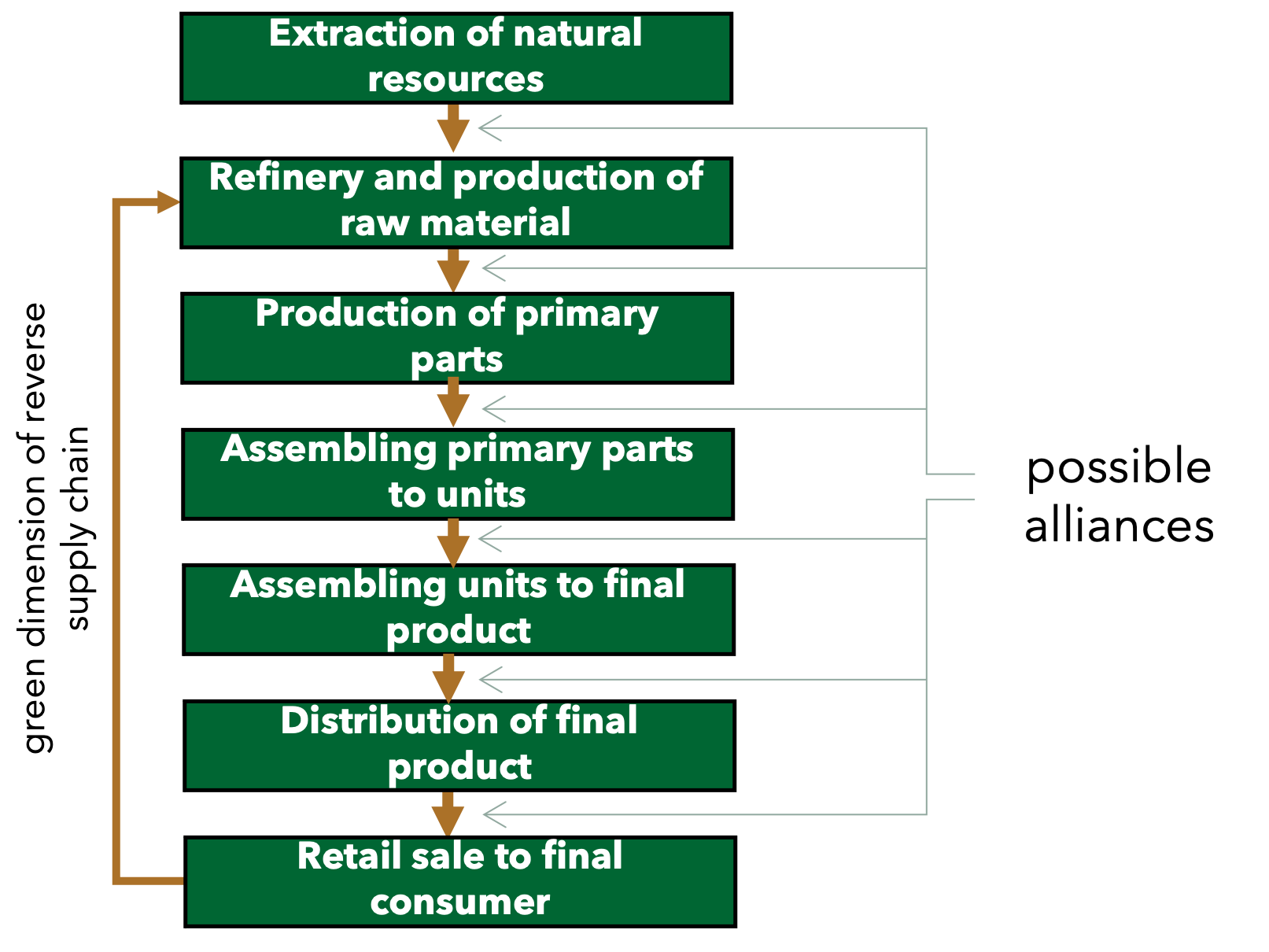
There are two types of vertical alliances. The first type is when organizations conclude strategic partnership agreements with their suppliers; the second type is when contracts are concluded with customers or distributors. When it comes to vertical alliances, it is very important to define the concept of supply chain. A supply chain is understood as a collaborative relationship between business enterprises involved in the product development process, which includes the following stages: mining or extraction of natural resources, production of raw materials, production of separate parts, production of product components, assembly of the final product, distribution of the final product and final sale of the product to the end user (Exhibit 5-5). Each product development process can be performed by a separate organization, sometimes the same organization can integrate several process elements, but cooperation with partners is usually unavoidable.
Ex. 5‑5 Vital processes in the vertical of supply chain
Keywords: distribution, retail, supply chain, vertical alliance
Cooperation between companies performing different processes is an example of a vertical alliance. Alliances can be formed between organizations that extract natural resources and those engaged in processing these resources into raw materials. Organizations that produce raw materials form vertical alliances with their customers – manufacturers of primary components.
These form alliances with manufacturers of larger components, which in turn collaborate with assemblers of final products. Assemblers of final products usually form alliances with distributors, agents or other wholesalers. Wholesalers usually form alliances with retailers. Of course, in different industries, more process actors can be combined in the alliance, or some processes can be performed by the same organization. Industries vary greatly, but the conceptual model remains the same.
Taking any product, be it a computer, or a set of furniture, or a hamburger at a popular fast-food restaurant, it would probably be difficult to find a case where it was manufactured using raw materials or materials from only one country. The internationality of the alliance is not an aim in itself but is determined by need for specialization and focus on core competences. Each alliance partner usually specializes in one or the other process and secures other process elements through the entire vertical of the supply chain. For example, an organization that specializes in the production of airplane seats has its own suppliers of materials and technological equipment. To achieve stable production, it is important for such an organization to secure a long-term supply of materials at favorable prices and delivery times. So, it is favorable for a seat manufacturer to form an alliance with its suppliers, and it will be a vertical alliance, up the supply chain. However, the same seat supply organization benefits from forming an alliance with the aircraft manufacturers, because each of them needs several hundred seats to assemble a plane. So, in this case the aircraft seat manufacturer forms a vertical alliance down the supply chain. The alliance with the aircraft manufacturer will ensure a long-term order of seats and will allow more raw materials to be ordered. Thus, an organization that manufactures airplanes and an organization that supplies materials to a seat maker become indirectly related. This link, although indirect, is very significant. For example, if the supply of fabric to a seat manufacturer is interrupted due to a pandemic, war or other unforeseen event, the assembly of the planes will also be disrupted because the seats will not be produced. This is how everyone in the supply chain is connected. Of course, in the event of a supply disruption, an organization anywhere in the supply chain will look for a replacement, but this takes time and effort. If the raw material, part or component is more complex and requires more sophisticated technology, then finding a substitute is even more difficult. Some components, such as semiconductors, are produced by only a few specialized organizations worldwide. So, if the airplane seats have smart control and integrated video display equipment, then disruptions by the suppliers of the seat manufacturers can cause very serious disruptions to the airplane manufacturer itself. An airplane is made up of nearly 10,000 parts, so the production and delivery of each part to the intermediate component assembly site or to the final product assembly site requires very high precision and reliability. Some works on an assembly line can be completed in parallel, while a large number of works is performed all parts sequentially one after the other. A failure in the supply of any component leads to downtime of the entire assembly line. Therefore, it is crucial to synchronize supply chains. More about the diversity of supply chains and the functions of the warehouse and the importance of transportation is described in Part D of the book.
Vertical alliances often involve not only manufacturers and suppliers of physical materials, components, or products, but also technology organizations that conduct research, develop software, chemicals, and other knowledge-intensive products. For example, a software manufacturer may be in a vertical alliance with a computer manufacturer, and the computer being sold may have the software installed. A vertical alliance can also include a scientific research laboratory, the capabilities of which will be used by product developers (Eslami at al. 2023). Alliances are usually formed based on long-term cooperation agreements, but they are not necessarily called alliances, alliances usually do not have names (Ribau et al. 2018). Recognize the possible alliance based on a set of signs in the relationship between the seller and the buyer. Alliances can be strategic or less significant. A strategic alliance means that the seller and the buyer assume more obligations towards each other, make investments that are necessary to adapt the production and supply processes to facilitate their mutual cooperation. A vertical strategic alliance usually benefits the supplier of a raw material, part or component due to economies of scale if the alliance partner places a large order for the same product. However, sometimes it can be risky for a supplier to narrow down its activities to only one product. In strategic alliances, the buyer sometimes requires exclusive supply rights, which would mean that the seller cannot produce raw materials, parts or components for other companies. In these cases, the strategic buyer often commits to longer cooperation and securing larger orders in return. However, this method is risky for the seller. The seller must always assess the risk of dependence on a single buyer. If the sole buyer decides to switch suppliers, encounter difficulties in the end-user market, or simply goes bankrupt or collapses, then the loss of the sole buyer will pose an existential threat to the seller.
There are many examples when an organization that previously produced a wide range of products becomes a partner of a vertical strategic alliance and a supplier to a global organization. Such an organization often abandons the product range and often agrees to exclusively manufacture a part or component for only one customer. It is common for global organizations to integrate local organizations into its supply chain, such practices are prevalent in the furniture industry, pharmaceutical industry. Sometimes there are instances when a global organization acquires such suppliers. When capital relations appear between alliance partners, they are called alliances of related organizations or equity alliances.
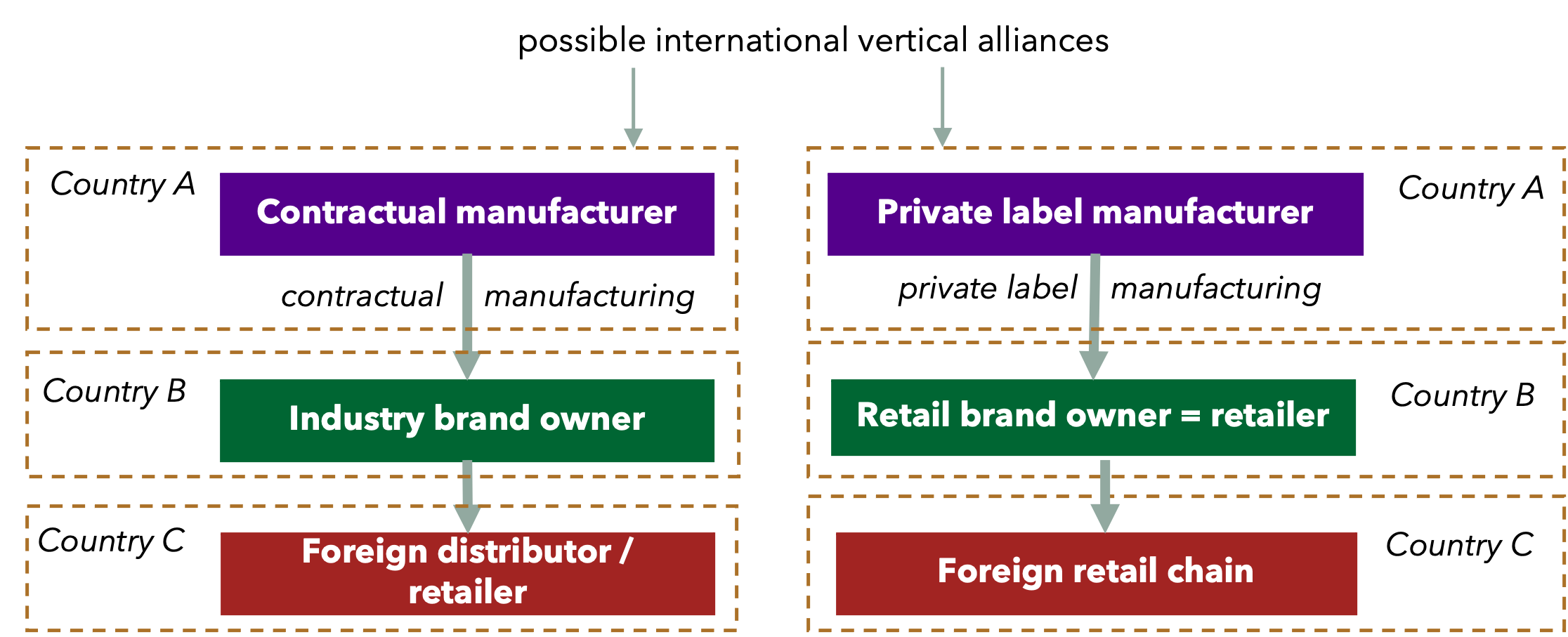
Ex. 5‑6 Contract manufacturing and private label manufacturing
Keywords: contract manufacturing, private label, vertical alliance
Global organizations may have an interest in bringing local manufacturers into an alliance to take over their market. For example, when international furniture manufacturing brands entered the market in several countries, the local industry abandoned its little-known brands and instead of a wide range of previously produced furniture, began to produce a single component of furniture, such as chipboards. As the market for local furniture manufacturers collapsed, the global furniture manufacturer essentially took over their entire customer market. Such alliances are voluntary because it is financially better for a local manufacturer to be one of the suppliers in the supply chain of a global brand, rather than cultivating its own brand and producing a wide range of its own furniture. Unfortunately, the risk that one day the global furniture manufacturer will collapse, go bankrupt, lose the trust of customers or simply decide to refuse the services of an alliance partner, remains.
A local manufacturer can maintain its independence and decline exclusive supply agreements. In other words, a local manufacturer is capable for mass production not just for one global brand, but potentially for multiple brands such as several or even a dozen brands. Such manufacturers who do not develop their own brand in the end-user segment are called contract manufacturers, and the manufacturing they are involved in is called contract manufacturing. Contract manufacturing is a safer option for local organizations, because if the partnership with one customer ends, the production will be carried out for other customers. Contract manufacturers must have more flexibility, a wider range of available production equipment, or at least the ability to adapt production equipment to manufacturers of different brands. In some industries, this is easy enough to do. For example, in the textile industry, the capacity of a sewing facilities can be utilized to sew clothing for different manufacturers and brands. Similarly, in a pharmaceutical factory, the pill filling machines, or pill blasting machines are employed, regardless of the brand of pills being produced. In such cases, the competences of the workforce are generally transferable. The same cloth or pharmaceutical factory can effectively perform their duties regardless of the specific brand they are producing for the customer. This benefit has made contract manufacturing increasingly popular.
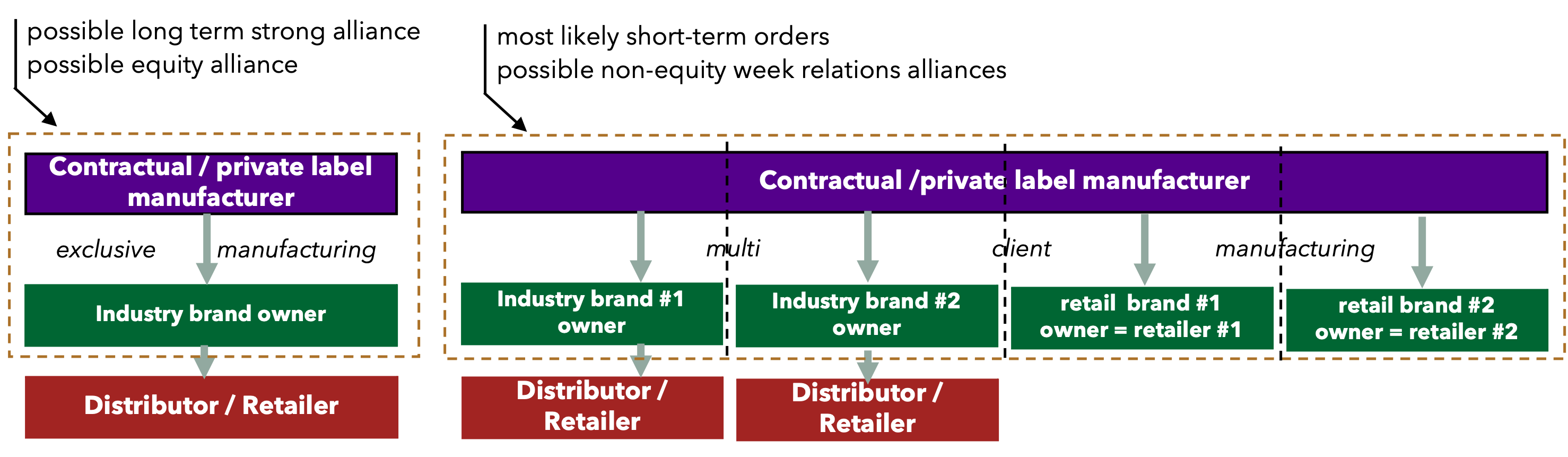
Ex. 5‑7 Contract manufacturing for one brand and for many brands
Keywords: contract manufacturing, private label, vertical alliance
Contract manufacturing is also beneficial for customers, especially if they have no intention of creating an alliance of related organizations that are, buying a factory and integrating it into their supply chain. It is also sometimes beneficial for global brands not to be tied to one manufacturer. The ability to choose, the absence of long-term commitments makes it possible to create competition between suppliers and secure improved quality services at a better price.
Another, even more specific, example of a vertical alliance involving contract manufacturing is private label manufacturing (Exhibit 5-6). A private label manufacturer is a contract manufacturer that produces goods for another brand, but this case is defined when the customer is not a brand of a specific industry, but a retail representative (Cotterill et al. 2000). For example, food store chains, pharmacy chains, and sporting goods store chains sometimes sell a wide range of goods under their own brand name. So, for example, a grocery store can buy store-brand bread and milk, a drugstore can buy drugstore-brand pain relievers and elastic bandages. Understandably, the retailer sells thousands of different items and doesn’t really manufacture them, and almost all the items they sell are off-brand often cheaper than branded products.
In a grocery store it is easy to find ten or more different brands of dairy products; in a pharmacy easy to find ten or more different brands of pain relievers. Large retail chains, especially those with global presence, capitalize on the opportunity to provide their own branded products by taking advantage of direct access to customers through store shelves. They order the production of such products from independent contract manufacturers, which in this case are called private label manufacturers.
The same manufacturer can be both a contract manufacturer and a private label manufacturer, if it doesn’t exclusive supply obligations. A manufacturer can also produce one’s own brand in both scenarios (Exhibit 5-7).
The producer himself decides whether to have his own brand or abandon the brand and be only in vertical alliances with global brands. It is not unequivocally possible to state which option is better, as it depends on many circumstances, and most importantly on the manufacturer’s strategy and the suitability of the industry to use the same production and labor capacities for production according to the orders of different brands.
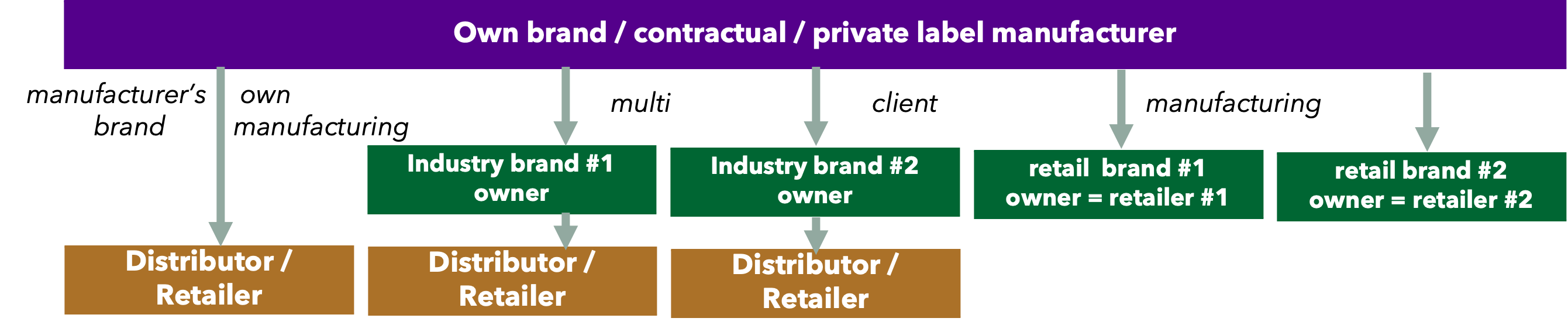
Ex. 5‑8 Own brand manufacturing and contractual manufacturing
Keywords: supplier, distributor, vertical alliance
The manufacturer prioritizes their own brand when combining the production of their brand’s products with products from other brands. In this instance, contract manufacturing and private label manufacturing orders are accepted to maximize the utilization of their production capacity. This is relevant if the market of customers for own-brand products is larger than the factory’s capacity. Such manufacturers also take orders from other brands to smooth out the effects of seasonal variations. Shih’s “smile curve” (more on that in Chapter 3) indicates that manufacturing creates the least value, so contract manufacturing revenues and profit margins are generally lower than branding revenues and profits. Therefore, manufacturers often give preference to the production of products of their own brands and only load the remaining unused production capacity to the production of other brands (Exhibit 5-8). However, it is very important to consider that if the manufacturer has a weak and little-known brand in the market, production for other brands can be the main, and sometimes the only, source of income.
Sometimes such manufacturers are called “no-name” manufacturers, which means that the end-user market is not even aware of their existence. However, “no-name” manufacturers make a very significant part of the production of global brand manufacturers.
Such random contracting of a manufacturer has another risk for brand owners. When ordering contract manufacturing, brand owners provide the manufacturer with the product composition, recipe, materials used, drawings and all other information necessary to manufacture the product. In cases of private label production, this usually does not happen, because retail chains do not specialize in any industry and usually their brand is placed on products designed and manufactured by the manufacturer. So, in this case, the manufacturer produces the same product as for its own brand, only individual orders are made by placing the chain brand. However, in the case of contract manufacturing, the customer provides detailed production instructions. Along with the instructions, there is also a “know how”. This creates a very high risk that the contract manufacturer may misappropriate the intellectual property, copy the product manufacturing instructions, materials, design and technology and then create competition for its customer. This is especially relevant for contract manufacturing in some Asian countries, where copyright is not as respected and protected by law and law enforcement as it is, for example, in the European Union, the United States, the United Kingdom, or Australia.
Share or comment this information on your social media:
Fundamentals of global business
First edition
For citation:
Jarzemskis A. (2025). Fundamentals of global business, Litibero publishing, 496 p.

Full scope of the book is available in various formats
About author
The author has been teaching at several universities since 2005. 40+ scientific publications, 10+ international research projects. More about author.